





















































圖解工業製圖:「具體呈現+確實傳達+容易管理」的圖面轉化法,無縫接軌每一個分工環節
商品資訊
系列名:最簡單的生產製造書
ISBN13:9789864800520
替代書名:図面の描き方がやさしくわかる本
出版社:易博士
作者:西村仁
譯者:洪淳瀅
出版日:2018/07/12
裝訂/頁數:平裝/264頁
規格:23cm*17cm*1.5cm (高/寬/厚)
重量:463克
版次:1
商品簡介
掌握製圖規格的知識×準確有效率的製圖技能
設計概念可視化+優化生產製造
用圖面語言串聯產業鏈需求並創造跨界整合溝通力優勢
本書內容特色:
‧全面掌握圖面類型:計畫圖、零件圖、組裝圖
‧2D、3D圖面自由轉換:立體圖面繪製法、輔助視圖、第三角法、第一角法
‧圖面標註更精準:繪圖紙的構成、形狀尺寸、公差符號、幾何公差
‧讓加工成品更符合需求:表面粗糙度、材料標註法、焊接標註法、主要的機械部位標註法
作者簡介
西村仁
Jin Consulting 代表、生產技術顧問。
1962 年生於神戶市。
1985 年立命館大學理工學部機械工學科畢業。
2006 年立命館大學研究所經營學研究科碩士課程結業。
於東證上市公司村田製作所株式會社生產技術部門任職長達21 年,負責開發電子零件組裝裝置以及測量儀等新設備,並且導入多款設備至村田製作所集團。除了工程設計、工程改善外,也擔任社內技術講師。持有多項專利。
2007 年起從事製造業與服務業的現場改善,協助提升生產性,並且以技術研討會講師的身分支援教育訓練。
另外,也曾擔任過日本經濟產業省(相當於我國經濟部)的專案小組成員、中小企業廳委員等。著有《圖解看懂工業圖面》、《圖解加工材料》、《圖解機械加工》(以上皆為日本能率協會管理中心出版;繁中版由易博士出版)、《品質管理與品質改善的基礎原理》(日本實業出版社)。
相關著作:《圖解機械加工:統括「事前準備→加工→量測→清理」四階段實務知識,實現加工就是依據創意化為成果的最高產品開發法》《圖解加工材料:兼顧品質╳成本╳交期之外觀與實用性,》《圖解看懂工業圖面:創意設計力╳製造優勢,打造高附加價值商品的第一步》
譯者:洪淳瀅
高雄人。國立高雄第一科技大學應用日語所碩士,2009年取得日本交流協會主辦的「貿易人才赴日研修計劃」資格,赴日研習貿易實務及國際化戰略等課程,並取得結業證明。
目次
前言
獻給閱讀本書的各位讀者
圖面應具備的知識與技能
本書定位
JIS規格與CAD的關係
第三角法與第一角法
本書所介紹的零件圖與組裝圖範例
閱讀本書的方法
第1章 認識繪圖的意義
▊圖面功能
圖面目的
整體製造流程與圖面之間的關係
分析繪圖作業
確認圖面的圖面審查作業
▊圖面以JIS規格為基礎
日本的國家級標準:JIS規格
JIS規格的目的在於標準化
舊制JIS規格的使用
JIS規格編號
併用公司內部規格
▊繪圖專用的製圖機器
製圖機
CAD系統
充電站:製圖機的效果仍然不容忽視
第2章 繪圖紙的構成
▊圖面的種類
設計用圖與製造用圖
零件圖
指示零件位置的組裝圖
加工零件與外購零件
與圖面配套的零件清單
▊繪圖紙的構成
繪圖紙採用A系列尺寸
繪圖紙的列印方向
尺度的考量
尺度的標註方法
選擇圖面尺寸
印在繪圖紙上的線與欄位
外框(輪廓線)
標題欄
訂正欄
圖面正本與副本的使用
▊文字和線條
圖面文字
圖面說明
線的種類
線的粗細
線重疊時的優先順序
第3章 繪製立體圖面的方法
▊立體視角
圖面是將三次元轉換成二次元的手段
為何第三角法比立體圖受用
正面視角
視角也要包含右側面與正上方
即使圓形也一樣
▊外形線(輪廓線)、隱藏線與中心線
外形線(粗實線)
隱藏線(虛線)
中心線(一點細鏈線)
▊學習第三角法
以玻璃箱蓋住物件後觀察各視角
圖面名稱
省略類似的圖
為何不可描繪類似的圖
選圖的判斷基準
盡量減少圖面張數
範例:一視圖
範例:二視圖
範例:三視圖
範例:四視圖
不同圖面配置法的第一角法
▊描繪圖形的步驟
描繪圖形的前置作業
首先要決定前視圖
思考必要的圖面張數與尺度
徒手描繪線的方法
用CAD畫線的方法
畫中心線的方法
第4章 輔助視圖
▊呈現內部的剖面圖
認識輔助視圖
剖面圖的優點
從中心線剖面的全剖圖
只剖面一半的半剖圖
階梯剖面圖
軸形常用的剖面圖
只剖面局部的局部剖面圖
不須剖面的範例
▊呈現斜面的視圖
呈現斜面的輔助視圖
局部呈現斜面的局部剖面視圖
只呈現細部的局部剖面視圖
假設旋轉後的旋轉剖面視圖
▊其他輔助視圖
呈現彎曲前尺寸的展開圖
只放大局部的局部放大圖
省略中間部位
以兩點細鏈線(節線)繪製的假想圖
第5章 尺寸標註規則
▊尺寸標註方法
傳遞設計資訊
長度尺寸的單位:公釐
角度的單位:度
名稱介紹
尺寸線與尺寸輔助線的標註
用指引線標註
標註尺寸數值
充電站:JIS製圖規格在2010年時的修訂內容
▊尺寸輔助符號
有用的尺寸輔助符號
半徑符號R
直徑符號O
板厚符號t
正方形符號□
倒角符號C
圓弧長度符號
球直徑符號S O與半徑符號SR
可控半徑符號CR
▊鑽孔與沉頭孔的標註方法
標註加工方法的鑽孔
孔深的標註方法
標註直徑符號Φ與標註鑽孔的差異
標註直徑符號Φ與標註鑽孔的差異
同樣大小的孔連續以等間隔排列時的標註方法
沉頭孔的標註
深沉頭孔的標註
斜沉頭孔的標註
▊其他標註方法
長孔的標註方法
尺寸數值異於尺度時的標註方法
傾斜孔的標註方法
鍵槽的標註方法
區分半徑與直徑的標註
第6章 尺寸公差與配合公差 (嵌合公差)
▊認識公差
加工不可能零誤差
標註公差的概念
零件成本的詳細內容
零件成本和組裝及調整成本
三種公差
▊以數值表示的尺寸公差
以±(正負符號)表示時
公差以兩行表示時
公差以兩行表示,但兩行皆為+(正號) 時
公差以兩行表示,但兩行皆為-(負號) 時
下限不可低於基準尺寸時
上限不可高於基準尺寸時
小數點後的幾位數具有極大的意思
為何不全部標註±(正負)符號?
▊方便好用的一般公差
統一標註公差
JIS規格的一般公差
角度的一般公差
學習標註採用的公差等級
不符合一般公差的公差應個別標註
▊以符號表示配合公差 (嵌合公差)
小標:配合公差 (嵌合公差)的定義與種類
餘隙配合與干涉配合(又稱壓入配合)的用途
最小餘隙與最大餘隙
為何要用符號表示
配合公差的符號
標註配合公差
孔的配合公差一覽表
軸的配合公差一覽表
公差一覽表的對照方法
餘隙(間隙)量的算法
建議以孔為基準
配合(嵌合)符號的組合
過渡配合
公差的口語表現
第7章 實際標註尺寸
▊練習標註尺寸
在前視圖標註尺寸
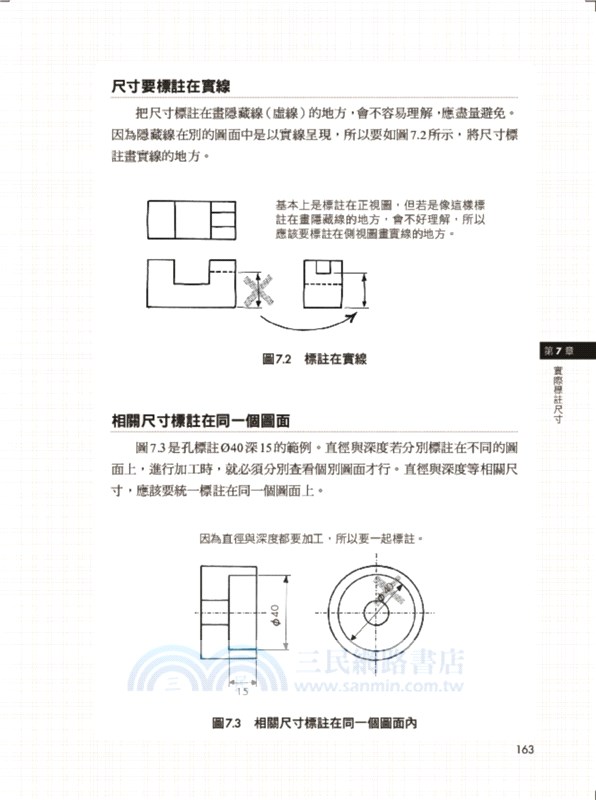
尺寸要標註在實線
相關尺寸標註在同一個圖面
嚴禁標註兩種尺寸
嚴禁重複標註尺寸
標註尺寸時應以不須計算為原則
▊有關重要的基準面
小標:為何需要基準面
決定三方向的基準
依照不同基準來標註尺寸
連續式標註法與基線式標註法
以一條尺寸線標註的累進尺寸標註法
第8章 幾何公差
▊幾何公差的重要性
挑戰幾何公差
無法用尺寸公差呈現時
幾何公差的種類
幾何公差的標註方法
▊認識單一形態的幾何公差
真直度
平面度
真圓度
圓柱度
曲線輪廓度與曲面輪廓度
▊認識相關形態的幾何公差
平行度
垂直度
傾斜度
位置度
位置度
對稱度
圓偏轉度與總偏轉度
▊關於一般幾何公差
與一般尺寸公差同概念
等級與標註方法
充電站:微米的世界
第9章 表面粗糙度(表面處理)
▊標註表面粗糙度(表面處理)的重要性
表面粗糙度(表面處理)的意義
表面粗糙度(表面處理)的標註
中心線平均粗糙度
最大粗糙度
粗糙度的數值
▊表面粗糙度(表面處理)的符號
JIS規格的修訂
表面粗糙程度以及表面粗糙度的符號
符號的意義
圖面上的標註方法
實務上運用的簡略法
選用表面粗糙度的參考範例
加工方法與表面粗糙度的關係
成本上的關聯
活用素材的設計
第10章 材料的標註方法
▊材料的標註採用符號
材料的大分類
進一步地細分種類
鋼鐵材料的材料符號
鋁的材料符號
銅的材料符號
補充產品形狀的標註符號
表面處理
塑膠的簡稱
材料符號要記載在標題欄
第11章 焊接的標註方法
▊焊接的種類
目的是降低成本並維持接合強度
依熱源分類
依接合分類
焊接符號的基本構成
溝槽(坡口)形狀的種類
▊焊接符號
基本符號與標註範例
單角焊的符號
雙角焊的符號
全周焊接的符號
點焊的符號
第12章 標註主要的機械部位
▊標註螺絲
標註機械零件
螺絲種類
公螺絲(螺栓)的圖示方法
母螺絲(螺帽)的圖示方法
螺絲尺寸一覽表
公螺絲(螺栓)與母螺絲(螺帽)的簡略圖示法
▊標註彈簧
彈簧種類
壓縮螺旋彈簧的圖示法
拉伸螺旋彈簧的圖示法
▊標註齒輪
齒輪種類
齒輪的圖示法
充電站:建立自己專用的設計資訊資料夾
第13章 邁向下一個階段
加強製圖知識
學會製圖技能
從製圖到設計
後記
索引








您曾經瀏覽過的商品
購物須知
為了保護您的權益,「三民網路書店」提供會員七日商品鑑賞期(收到商品為起始日)。
若要辦理退貨,請在商品鑑賞期內寄回,且商品必須是全新狀態與完整包裝(商品、附件、發票、隨貨贈品等)否則恕不接受退貨。